Графітовий електрод UHP 550 мм

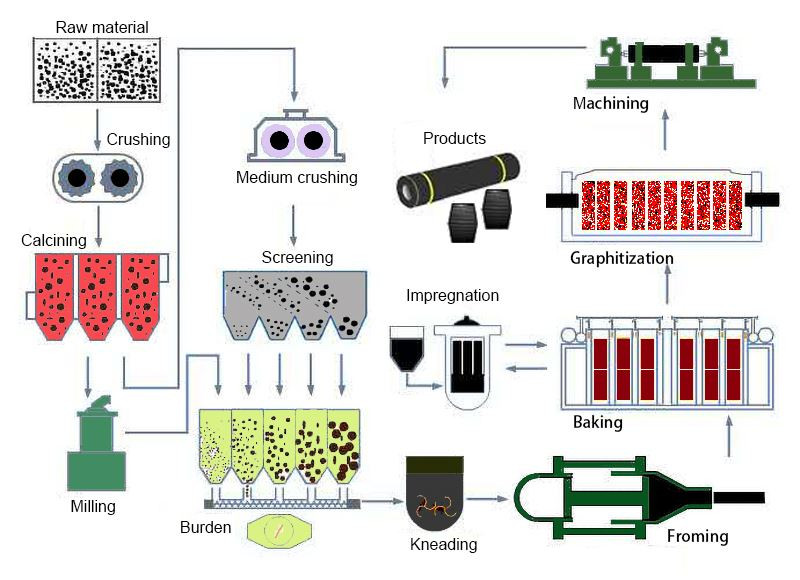
Графітізація є дуже важливим етапом у виробництві графітового електрода UHP. Це відноситься до процесу високотемпературної термічної обробки вуглецевих продуктів вище 2300 ℃ у високотемпературній електричній печі для перетворення аморфного хаотичного шару вуглецю в тривимірну впорядковану кристалічну структуру графіту.
Яка функція графітизації?
* Поліпшення електро- та теплопровідності
* Підвищення стійкості до термічного удару та хімічної стабільності (коефіцієнт лінійного розширення зменшується на 50-80%);
* Зробіть вуглецевий матеріал змащувальним і зносостійким;
* Видалення домішок і підвищення чистоти вуглецевого матеріалу (вміст золи в продукті знижується з 0,5% до приблизно 0,3%).
| Порівняльна технічна специфікація для UHP графітового електрода 22" | ||
| Електрод | ||
| Пункт | одиниця | Специфікація постачальника |
| Типові характеристики поляка | ||
| Номінальний діаметр | mm | 550 |
| Максимальний діаметр | mm | 562 |
| Мінімальний діаметр | mm | 556 |
| Номінальна довжина | mm | 1800-2400 |
| Максимальна довжина | mm | 1900-2500 |
| Мін. довжина | mm | 1700-2300 |
| Насипна щільність | г/см3 | 1,68-1,72 |
| поперечна міцність | МПа | ≥12,0 |
| Модуль Юнга | ГПа | ≤13,0 |
| Питомий опір | мкОм | 4,5-5,6 |
| Максимальна щільність струму | КА/см2 | 18-27 |
| Пропускна здатність по струму | A | 45000-65000 |
| (CTE) | 10-6 ℃ | ≤1,2 |
| зольність | % | ≤0,2 |
| Типові характеристики ніпеля (4TPI) | ||
| Насипна щільність | г/см3 | 1,78-1,84 |
| поперечна міцність | МПа | ≥22,0 |
| Модуль Юнга | ГПа | ≤18,0 |
| Питомий опір | мкОм | 3,4~3,8 |
| (CTE) | 10-6 ℃ | ≤1,0 |
| зольність | % | ≤0,2 |